Дуговая сварка в инертных газах асимметричными разнополярными импульсами тока прямоугольной формы.
Сущность технологии
Назначение
Сварка неплавящимся электродом изделий из алюминия, магния и их сплавов с толщиной от 0,2 мм до 20мм.
Область применения
Предприятия ракетно-космического комплекса, оборонной промышленности, судостроения, производство оборудования для нефтехимических производств, энергетика.
Преимущества
Сварка осуществляется неплавящимся электродом в аргоне или гелии не переменном токе прямоугольной формы. Возможность независимого регулирования в широких пределах амплитуды и длительности импульсов тока прямой и обратной полярности обеспечивает увеличение проплавляющей способности дуги, оптимизацию формы проплавления, высокое качество катодной очистки свариваемой поверхности, повышенную стойкость неплавящегося электрода.
Патенты
№2135336 (1999), №1809798 (1993).
Внедрения
- РКК «Энергия» им. С.П. Королева (г. Королев, Московской обл.);
- ОАО «Славянка» (г. Волгоград);
- ОАО «Приволжская железная дорога»;
- ОАО «Камышинские электрические сети» (ф-л «Волгоградэнерго»);
- Волжский научно-технический комплекс (г. Волжский).

Емкости из алюминия, сваренные дугой переменного тога с прямоугольной формой импульсов тока

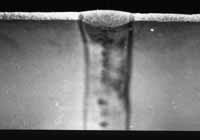
Макрошлифы стыковых соединений труб из сплава АМг6 с толщиной стенки 0,8 мм
Сущность технологии
Сварка неплавящимся электродом дугой постоянного тока с диффузным и контрагированным катодным пятном.
Назначение
Производство сварных конструкций из высоколегированных сталей, титана, меди, никеля, сплавов цветных металлов толщиной от 0,15 мм.
Область применения
Предприятия ракетно-космического комплекса, оборонной промышленности, судостроения, производство оборудования для нефтехимических производств, энергетика.
Преимущества
Варьирование конструкции неплавящихся электродов, состава защитного газа и параметров режима сварки позволяет целенаправленно воздействовать на условия горения дуги, обеспечивая диффузный или контрагированный характер протекания катодных процессов. Возможность управления таким образом технологическими свойствами разряда позволяет улучшить формирование сварных швов при сварке на высоких значениях погонной энергии, обеспечить высокую физическую и пространственную устойчивость дуги при сварке на малых токах, повысить производительность процесса сварки и качество сварных соединений.
Патенты
№1412899 (1988), №1486307 (1989), №1706799 (1992), №2170652 (2001), №2232668 (2004)
Внедрения
- РКК «Энергия» им. С.П. Королева (г. Королев, Московской обл.);
- ФГУП ПО «Баррикады» (г. Волгоград);
- ПО «Волгоградэлектротранс» (г. Волгоград);
- ОАО МЗ «Красный Октябрь» (г. Волгоград).


Фрагмент сильфона и заготовка датчика давления

Сварной коллекторный узел тягового электродвигателя ДК-210

Сварные медные трубошины электропечей